
Επίπεδες οβάλ σωλήνεςείναι επίπεδη οβάλ σε διατομή (μακρύς άξονας 80-200mm, βραχυπρόθεσμος άξονας 30-80mm) και προβλήματα όπως η διατομή και τα υπερβολικά burrs είναι επιρρεπή σε γωνίες. Απαιτούνται επαγγελματικές διαδικασίες και εργαλεία για την επίτευξη ακριβούς επεξεργασίας για να εξασφαλιστεί η ποιότητα της επακόλουθης συγκόλλησης ή συναρμολόγησης.
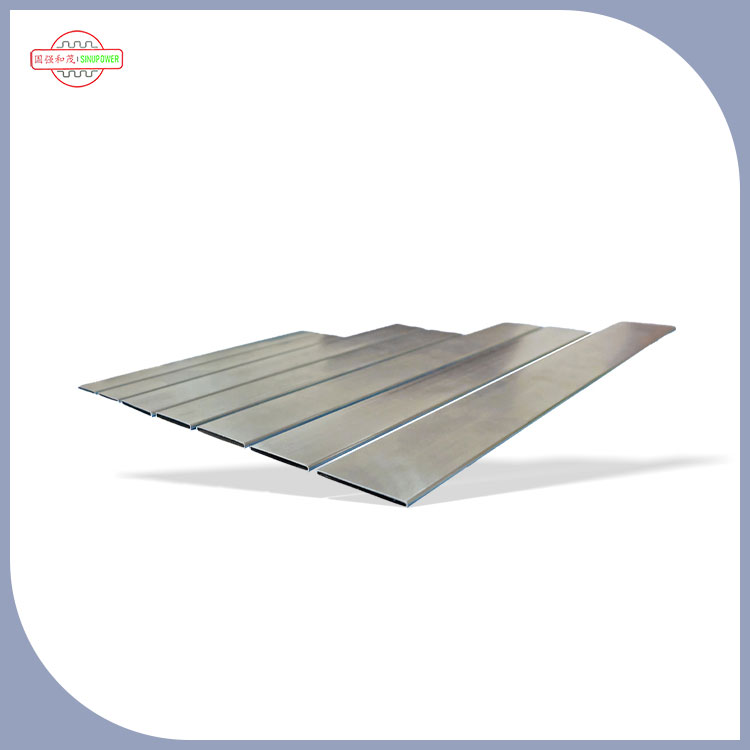
Η δυσκολία κοπής επικεντρώνεται στα χαρακτηριστικά της εγκάρσιας τομής. Η ασύμμετρη δομή των επίπεδων ωοειδών σωλήνων καθιστά δύσκολη την εξασφάλιση της ακρίβειας της ορθής γωνίας της παραδοσιακής μεθόδου ενός μεγέθους. Εάν η απόκλιση της γωνίας κοπής είναι μεγαλύτερη από 1 °, το κενό της άρθρωσης θα υπερβαίνει τα 0,5mm, επηρεάζοντας την αντοχή συγκόλλησης. Επιπλέον, όταν το πάχος του τοιχώματος του σωλήνα (συνήθως 2-5mm) είναι ανομοιογενές, η τοπική υπερθέρμανση και η παραμόρφωση είναι επιρρεπείς. Ειδικά στην επεξεργασία υλικών από ανοξείδωτο χάλυβα, η υψηλή θερμοκρασία θα προκαλέσει σχηματισμό κλίμακας οξειδίου, αυξάνοντας το επόμενο κόστος λείανσης.
Η επιλογή εργαλείων πρέπει να ταιριάζει με το υλικό και τις προδιαγραφές. Για τους επιπέδου ωοειδούς σωλήνες με χαμηλό άνθρακα, συνιστάται η κοπή πλάσματος (τρέχον 80-120α), με ταχύτητα κοπής 10-15mm/s και το σφάλμα κατακόρυφης περιοχής του τμήματος μπορεί να ελεγχθεί εντός 0,3mm/m. Για υλικά από ανοξείδωτο χάλυβα, προτιμάται η κοπή με λέιζερ (ισχύς 500-1000W), γεγονός που συνειδητοποιεί την επεξεργασία χωρίς επαφή μέσω φωτεινών δοκών υψηλής ενέργειας που μεταδίδονται με οπτικές ίνες, με ζώνη που επηρεάζεται από θερμότητα <0,1mm για να αποφευχθεί η διαστρέβλωση διάβρωση. Οι σωλήνες με λεπτό τοίχωμα (πάχος <3mm) μπορούν να χρησιμοποιήσουν κοπή καλωδίων CNC με ακρίβεια ± 0,01mm, η οποία είναι κατάλληλη για επεξεργασία εξαρτημάτων ακριβείας.
Η διαδικασία λειτουργίας επικεντρώνεται στη ρύθμιση τοποθέτησης και παραμέτρων. Πριν από την κοπή, τα εξαρτήματα σωλήνων πρέπει να σταθεροποιηθούν με φωτιστικά για να διασφαλιστεί ότι η γραμμή κοπής είναι κάθετη προς τον άξονα (απόκλιση ≤0,5 °) και η δύναμη σύσφιξης του εξάρτημα ελέγχεται σε 5-10MPa για να αποφευχθεί η παραμόρφωση. Κατά τη διάρκεια της κοπής στο πλάσμα, το ακροφύσιο διατηρείται 3-5 χιλιοστά μακριά από το τοίχωμα του σωλήνα και η πίεση αερίου (αέρα ή άζωτο) έχει οριστεί σε 0,6-0,8MPa για να αποφευχθεί η απόκλιση του τόξου. Η κοπή με λέιζερ πρέπει να ρυθμίσει τη θέση εστίασης σύμφωνα με το πάχος του τοιχώματος και η εστίαση των σωλήνων με παχύ τοίχωμα ρυθμίζεται μέχρι το 1/3 του τοιχώματος του σωλήνα για να βελτιωθεί η διείσδυση κοπής.
Η επακόλουθη επεξεργασία επηρεάζει την τελική ποιότητα. Μετά την κοπή, απαιτείται ένας μύλος γωνίας (με τροχό λείανσης 120 γκρουπ) για την απομάκρυνση των burrs για να καταστεί η RA <12,5 μm της διατομής. Οι σωλήνες από ανοξείδωτο χάλυβα πρέπει να παθητικοποιηθούν (βυθισμένοι σε διάλυμα νιτρικού οξέος για 10-15 λεπτά) για να αποφευχθεί η σκουριά στην κοπή. Για σκηνές με υψηλές απαιτήσεις ακρίβειας (όπως συγκρότημα σωλήνων εξάτμισης αυτοκινήτων), η απόκλιση ορθής γωνίας πρέπει να ανιχνευθεί με ένα όργανο μέτρησης τριών συντεταγμένων για να εξασφαλιστεί ότι πληροί το πρότυπο ανοχής ± 0,1 °.
Κοπή δεξιά γωνίες στο fLat Oval σωλήνεςΑπαιτεί την εξέταση τόσο της απόδοσης του εξοπλισμού όσο και των λεπτομερειών της διαδικασίας. Μέσω της ακριβούς τοποθέτησης, της βελτιστοποίησης των παραμέτρων και της επακόλουθης επεξεργασίας, μπορεί να επιτευχθεί μια ομαλή διατομή και ακριβής γωνιακή επεξεργασία, παρέχοντας μια βασική εγγύηση για τη σφράγιση και τη δομική αντοχή της σύνδεσης του αγωγού.